
JOYSMT
JOY TECHNOLOGY CO.,LIMITED
SMT Equipment | Electronic Component Provider
judy@joysmt.com
+86-13823724660
judy@joysmt.com
+86-13823724660

Panasonic Placement Machine
Juki Placement Machine
Fuji Placement Machine
Hitachi Placement Machine
SMT Screen Printer & Parts
SMT Feeder Storage Cart
PCB Magazine Rack
SMT Feeder Calibration Jig

Time: 2015-10-03 08:54:54 Source by: www.gladsmt.com
The most common way to characterize an aperture’s ability to print well is its Aspect Ratio. This is the ratio between the width of the aperture compared to the thickness of the stencil. This ratio, however, is not an accurate way to deter- mine how well a BGA or CSP aperture will release paste.In this situation, the aperture has an equal length and width (usually a circu- lar aperture).
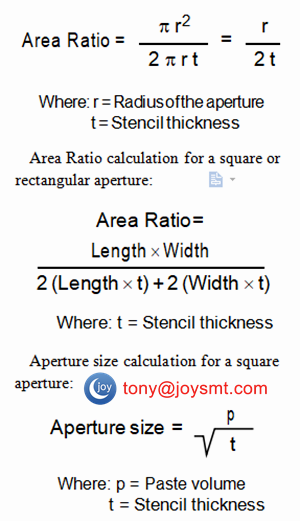
When this aperture style is employed, Area Ratio measurement should be employed. This method uses the ratio between the contact area of the board, the area of the aperture opening, and the surface area of the aperture (inner wall area). Assuming a circular aperture, the equation is:The user should try to maintain a minimum value for the Area Ratio to be 0.66.Another factor to consider whenprinting SMT devices is the solder paste mesh size. For all apertures, the user should try to maintain a 4:5 solder-Paste SelectionA Type 3 solder paste (-325 +500 mesh) is typically used for most fine-pitch SMT applications. This paste should be able to adequately print down to 0.020" pitch standard devices (0.010" x 0.065" aper- tures). The maximum size solder particle in this paste is 0.0017" in diameter,therefore, the minimum aperture width should be 0.0085".However, printing a circular or square aperture of this size requires a stencil thickness of 0.003" (see table). On occa- sion, this will only be two solder particles high. Therefore, to obtain the best and most repeatable volume of solder paste in a wafer bumping application, the par- ticles need to be more tightly packed, which requires a smaller mesh paste (Type 5 or Type 6). The user should try to maintain a 5:6 solder particle height deposit.When creating stencils for wafer- printing applications, a square aperture will yield better volumes than a round aperture (about 80-85% release). Also, there is a benefit to having enough mesh between the apertures to maximize both volume and spacing between the apertures.
Prev : NULL
JOY TECHNOLOGY
PRODUCT CATAGORIES











